
咨询热线
0551-65309526

新型环保设备专业生产商及技术引领者
生活垃圾卫生填埋场渗滤液处理中反渗透处理单元会产生膜的浓水,即膜浓缩液,膜浓缩液具有高盐、高硬度、高难降解有机物的水质特性。 浓缩液处理一直是行业技术难题,大多数填埋场采用浓缩液暂存或回灌垃圾堆体的方式维持运行。浓缩液回灌不仅容易导致垃圾堆体内部板结,造成堆体结构性风险,还直接导致渗滤液可溶解性 盐类和难降解有机物不断富集,影响渗滤液处理设备的正常运行,造成生化系统处理效率下降,膜系统运行压力升高,影响渗滤液设施的处理能 力和出水水质。
目前,我国常用的浓缩液处理工艺有蒸发和高级氧化工艺等,高级氧化技术因处理成本高、处理难达标而在实际应用中受到一定限制。
蒸发工艺主要是机械式蒸汽再压缩蒸发(MVR)和 浸没式燃烧蒸发(SCE),实际应用的情况表明以上两种蒸发技术存在突出问题。机械式蒸汽再压缩蒸发处理浓缩液选择的蒸汽压缩机温升有局限性,导致处理量不能达标,从而吨水处理成本过高,而且蒸发器运行易发生结垢、污堵情况,浸没式燃烧蒸发依赖于天然气或沼气作为热源,蒸发效能偏低,且常压蒸发导致异味严重,难以控制。
1.浓缩液水质特性

2.处理流程
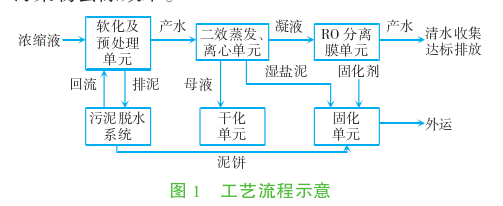
浓缩液全量化处理的工艺流程见图1,强制循环二效蒸发是全量化处理工艺流程中的核心单元。
3.处理效果
工艺凝液各项指标测定值范围如下:pH为6.5~7.5,COD为300~400 mg/L,TDS 在150 mg/L以下,氨氮稳定在50 mg/L以下。蒸
发装置工艺对浓缩液污染物具有很高的去除率, 工艺凝液污染物指标稳定。
浓缩液中盐分和有机物主要在蒸发工艺中去除,浓缩液中水分变成水蒸气,实现与盐分和有 机物的分离,仅有极少量有机物随水蒸气逃逸至工艺凝液。工程应用中经过RO膜深度处理可以达到GB 16889—2008生活垃圾填埋场污染控制标准 表2要求。

4.臭气控制
浓缩液中存在的高浓度有机污染物和多种轻 质带有异味的污染物(部分有机物在蒸发过程中 高温热解,部分轻质带有异味的污染物在蒸发过 程中随气相逸出),均通过蒸发装置释放不凝气进 入环境中,产生臭气。选择水环真空负压蒸发技术,使蒸发器中的物料在55~70℃沸腾蒸发,有机物蒸发分解量大幅减少。结合臭气收集和除臭处理技术,保证臭气达标排放的同时,保障感官异味有效控制。
试验采用传统的“酸洗涤+碱洗涤+活性炭吸 附”除臭工艺,现场无明显感官异味。臭气检测的数值均满GB14554-1993恶臭污染物排放标准表1二级新改扩建标准及表2标准。
Copyright © 合肥科信中兴环保设计工程有限公司 All rights reserved. 皖ICP备2023053000号
